Search:
Characteristics (Control Plan) without inspection equipment
Explanation:
Searches for (Control Plan relevant) product and process characteristics without inspection equipment.
Example:
Abbreviations
- ASIL = Automotive safety integrity level
- BF = Base failure of a base function
- BFn = Base function of a base structure element
- BSE = Base structure element
- Cl Prc = Classification for process characteristic
- Cl Prd = Classification for product characteristic
- Cl Req = Classification for requirement
- CM = Control method
- DA = Detection action
- DC = Diagnostic coverage
- DSCF = Dangerous safety critical failure
- Er Det = Error detection
- Er Resp = Error response
- F = Failure
- FIT = Failure in time
- Fn = Function
- FSM = Functional safety management
- IE = Inspection equipment
- LF = Latent fault
- LFM = Latent fault metric
- OC = Operating condition
- PA = Preventive action
- PE = Process element
- PFH = Probability of failure per Hour
- PMHF = Probabilistic metric for random hardware failures
- PrcC = Process characteristic
- PrdC = Product characteristic
- QM = Quality method
- QR = Quality rule
- Req = Requirement
- RMR = Risk Matrix Ranking
- RP = Reaction plan
- SE = Structure element
- SE ErDet = Structure element for error detections
- SE ErResp = Structure element for error responses
- SFF = Safe failure fraction
- SG = Safety Goal
- SIL = Safety integrity level
- SM = Organisational-SE for “safety mechanisms”
- SPF = Single point fault
- SPFM = Single point fault metric
- TF = Top failure of a top function
- TFn = Top function at root element
- TS = Test sample
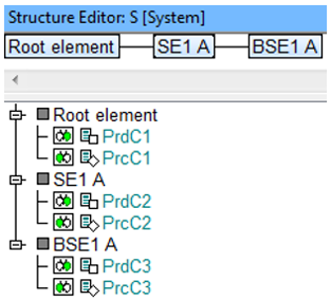
- The above structure contains three structure elements, each of which have both one product characteristic
(
 ) and one process characteristic (
) and one process characteristic ( ) assigned to them. The characteristics of each structure
element are linked to each other within a function net and can be recognized with the hot-click icons
) assigned to them. The characteristics of each structure
element are linked to each other within a function net and can be recognized with the hot-click icons  and
and  .
.
- The nets show how the characteristics are linked to each other as follows:
![]()
- This Quality Rule will find any characteristics, for which no inspection equipment has been assigned. Inspection equipment can be assigned to product- and process characteristics in the Control Plan Editor. The following image shows the control plan for this example.
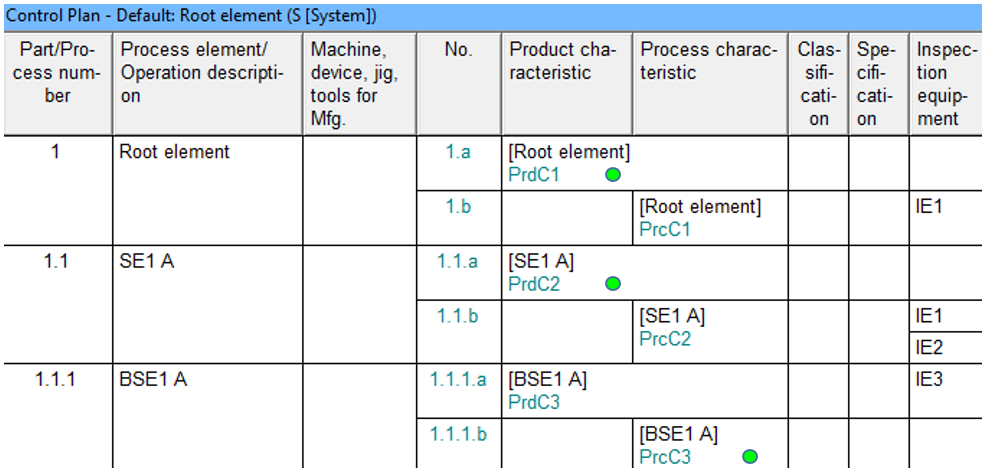
- The way this control plan example looks is down to two reasons; one: while the product- and process characteristics are linked the way they are, and two: the following setting is active: Document settings | Control Plan | General settings for control plan | Display of process characteristics “is based on characteristic/function net”.
Search result: ![]()
In this example, the following characteristics will be found: product characteristics PrdC1 and PrdC2 as well as process characteristic PrcC3, as these do not have inspection equipment assigned.